



















Best viewed using:
Internet Explorer
or
Mozilla Firefox


The N8064B Gas Welder Simulator
Unique simulation of FULL effect:
Oxygen/Acetylene, or gas welding and cutting have been around since the turn of the 20th century (about 1897) and have been seen in all aspect of manufacturing and construction since. It is very portable and a relatively inexpensive way to quickly and permanently join or cut steel and several other types of metal. Those of you familiar with the process know that there are several steps required to ignite and adjust a gas welding or cutting torch in preparation for the actual process. Our simulator recreates these startup effects as well as the actual color and intensity shifts seen during a welding or light-duty cutting operation. The sequence is as follows:
Approx. 5 seconds after Simulator power on:
-
Acetylene gas side of torch is turned on (low) and igniter (usually a flint striker) strikes igniting the acetylene gas. This produces a brief white flash of the igniter followed by the orange glow of the burning gas.
-
The oxygen side of the torch is turned on and adjusted to produce the white-hot flame required for the welding or cutting operation. This changes the orange glow to a white light.
-
During a welding or light-duty cutting process, variations in torch position and the material at work cause the visual effect of varying color shifts and intensity between yellow and white to occur. This is reproduced with subtle but noticeable changes to mimic this process
-
After approx. 10-12 seconds the torch is shut off and after about 5 seconds the process repeats from step 1.
Please check out the video of the effect. We hope you find it to be interesting and realistic, and as always, appreciate your comments.
Added note for purists: Sorry, but we haven't figured out how to recreate the shower of sparks seen with many gas cutting operations. Oh well...
Installation of the Gas Welding Simulator:
Installing the N8064B is very straightforward. Its tiny size and thin construction will allow it to be placed in nearly any location in your project. Because the module has circuitry on both sides, care must be taken to be sure that the components or wires soldered will not make contact with any metal object causing a short circuit.
Included with the module are two 6” lengths of #32 insulated wire. If necessary, these can be used for power input wires. If used, we recommend the blue wire be used for the + DC connection. It would be connected to solder point 1 as shown in Fig. 1. This wire could also connect through a switch to the + DC connection for remote control of the lighting effect. The other (green) wire should be connected to – DC and to solder point 2.
Any well regulated DC power source can be used to power this module providing the voltage is at least 6VDC and doesn't exceed 18VDC. Our N3512 and N3518 Power supplies are ideal for this use. Also, due to the very low power consumption, this device can also be powered by a battery, such as a standard 9-volt.
Important note: A low-wattage iron with a pointed tip should be used for connection of wires. Too much heat or solder can easily damage the wires or module and void the warranty.
Figure 1
Also, all connecting wires should be pre-tinned before soldering them to the module. This will make connection quick and easy and ensure excessive heat is not applied to the solder points.
Using Track Power
While it is always preferable to use track power exclusively for things running on the track, there may be situations where it is necessary to tap into track power to drive various stationary devices. All of our Simulators require a clean DC voltage of known polarity for their power source. Track power is typically provided in one of two forms. DC voltage (analog), or DCC.
Analog track power has been around for more than 75 years. Simply put, a DC voltage is applied to the two tracks with one being +DC and the other, -DC. Increase the voltage and the electric motor in the locomotive spins faster making the train go faster. Unfortunately, stopping a train requires the track voltage to go to zero. If you were to tap into track voltage to power this simulator, every time the train stops, the lighthouse would go out. It is best to use a separate DC power source.
DCC track power is such that to devices requiring plain DC voltage, it looks like AC power. That is because voltage levels on each track go both + and – continuously. The DCC decoders in locomotives “descramble” the track signals and provide correct polarity so their motors can function normally. It is this process that will allow multiple locomotives to go in different directions on the same section of track, at the same time (a feature not available with analog track power). Once again, our Simulator needs fixed polarity and it needs to look like DC voltage.
Due to our Simulator's very small size, there is insufficient space to include additional circuitry and components necessary for proper power conditioning when direct track pickup is to be used. There are two solutions to this problem and both are inexpensive:
Discrete components
The Simulator can be powered from the track with the addition of two readily available components: a bridge rectifier (our N301S or N302S will work just fine), and a filter capacitor (10μf or larger and minimum 16-volt) will be required. Figure 2 below is schematic diagram of the connections required.
Figure 2
This is the least expensive solution, but is has a minor drawback. The bridge rectifier (and capacitor, if needed) are not mounted on a circuit board so direct solder connection is required and you will need to ensure the pins on the rectifier and leads on the capacitor (depending on the type of capacitor) are organized so that they won't short out against anything.
N8101 DC Power Source
A more elegant, but very slightly more costly ($3.95) solution would be to use our N8101 DC Power Source. It has all of the components needed, includes a circuit board with solder points, is extremely tiny (1/2 the size of our Simulator), has the lowest possible voltage loss (important for analog operators). Click here for more information on the N8101. Figure 3 below is schematic diagram of the connections required.
Figure 3
Connecting LEDs:
When connecting the LEDs, proper polarity must be observed. LEDs are “polarity sensitive” and will not function if connected backwards. The N8064B is configured for the connection of one 20 ma white LED with a device voltage of 3.3-3.6 VDC to be connected to solder points 3 & 4, and one 20 ma yellow LED with a device voltage of 2.0 VDC to be connected to solder points 5 & 4. The white LED described covers all of Ngineering’s white LEDs, as well as most of the white LEDs available. The yellow LED described covers Ngineering’s Micro and Nano yellow LEDs as well as most standard 20 ma yellow LEDs. The N8064B has on-board current limiting resistance to protect these LEDs so no external resistor is required.
Using wire appropriate for the size of the LED and its placement in the structure, connect the white LED cathode (the – connection) to point 3 on the module and its anode (the +) to solder point 4. Connect the blue LED cathode (-) to solder point 5, and its anode (+) to point 4 (solder point 4 has four common-connected pads for multiple wire hookup). See Fig. 4 below for a schematic layout of LED hookup.
Figure 4
Positioning and soldering the LEDs
When soldering the 2 LEDs for the gas Welder, how the welder will be viewed is key to how the LEDs will be located with respect to each other. If the arc welder is to be viewed indirectly, that is, if the LEDs are to be hidden from direct view but seen as flashes and floods of light being cast about of other objects, then they should be relatively close to each other so the effects appear to come from a common source. This can easily be achieved by just placing them near each other after they have been wired. An example of this is our video of the arc welding being performed under the Mustang drag racer at Tiny's Welding (just click on the image)
On the other hand, if the effect is to be viewed directly like the arc welder working on the truck at Tiny's, then it is very important that the LEDs be physically located as close to each other as possible (without the cathode ends of the LEDs shorting to each other). This is so that when the Simulator is energizing the LEDs, their close proximity gives the best possible appearance of one light source. If this is the choice, we recommend the LEDs be positioned so that viewing is with the LED pair turned on its side with the yellow LED on top, or closest to the viewer, and the white LED behind the yellow. This will give the best overall one-light-source color effect, because the white LED tends to overpower the yellow somewhat, and this will produce better visual balance. Below in Figure 5 we show an example of 2 Nano LEDs aligned side by side. Notice the placement of a very thin shim at the cathode ends between the LEDs. There are many different materials that can be used for the shim, but the material chosen must meet certain criteria.
If the shim is to be temporary (only in position during soldering), it can be any material that solder will not stick to during the soldering operation. A good choice here would be regular aluminum foil. It meets the thickness requirements at about .002" and solder will not stick to it.
If the shim is to be left in place between the LEDs permanently, then it must be made of non-conductive material such as .001" or >002" Kapton tape. This material is an excellent choice because it is high-temperature material that can withstand the soldering operation and it has good insulating properties.
With regard to positioning of the shim, it should be positioned to ensure total blockage of adjacent cathode conductors. Notice that the solder pads on these LEDs actually wrap around from the back (solder pad side) of the tiny circuit board to the front and go under the epoxy capsule where the LED light is emitted. This is how they make connection with the LED chip inside the capsule. When viewed on edge, this conductive circuit that wraps around extends completely to the edge (side) of the LED. If two Nano LEDs were pushed against each other, these conductors would short against each other. For this reason, we need to shim.
Figure 5
The 2 LEDs can be positioned face down and aligned against brass, steel, or styrene strips double-side taped to a flat surface. These strips or rails will help to hold the LEDs in position along their bottom and side edges. The strips should be thin enough to let the LED faces contact the double-sided tape and assist in holding them in place. The shim to be placed between the cathode conductors only need to be "tall" enough completely block cathode contact. It doesn't need to protrude up any higher than is necessary to be grasped with tweezers for its removal after the soldering operation. If it is to be left in place (Kapton tape for example) it should be not so "tall" as to block the light emitting between the adjacent LEDs.
It is worth noting that once the soldering is done and the 2 anodes are bridged, and wires are connected, the 2 LEDs will remain positioned as soldered so that the cathodes do not touch, even if the shim is removed. The anode bridge is sufficient to maintain alignment. However, the LED assembly should be treated delicately. Undue side pressure can crack the solder bridge and change alignment. Figure 6 below shows the LEDs soldered with wires attached. Our recommendation is that the wires be carefully routed up and away from the rear of the LED assembly, similar to "back wiring" as shown in Advanced Lighting, Figure 2, here.
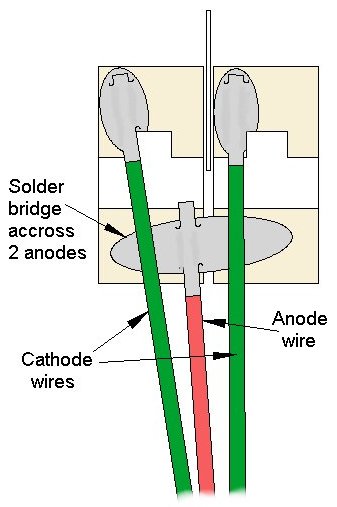
Figure 6
When connecting the wires to the N8064B Simulator it is very important that the correct cathode wire is connected to the correct solder point on the board. Whichever of the two LEDs is the white LED, that cathode wire must be connected to solder point 3 for the proper lighting effect to occur. The remaining cathode wire is connected to solder point 5. The anode wire is of course connected to solder point 4 as shown in figure 4 above.REMEMBER: When you power up this simulator, there will be an approximate 5-second delay before any LED activity occurs. This is part of the startup sequence, there is not a problem with the Simulator.
This completes connection of the N8064B module. It is recommended that a thorough re-inspection of all connections and module placement be performed prior to applying power. We hope you enjoy the added realism our module provides.
© 2009 Ngineering